Production Management
Line Balancing Using Operator Skill Matrix
A structured approach to balancing garment production lines by combining operation data, workforce capability, and real production targets.

1. Why Line Balancing Still Fails in Practice
In many garment factories, production lines appear fully loaded, yet output consistently falls short of expectations. This gap is often blamed on poor line balancing, but the real issue is deeper. Engineers work under constant pressure, operators have different skill levels, and absenteeism can disrupt even a carefully prepared line. The problem is rarely a lack of awareness. More often, it is the absence of a structured, data-driven balancing method.
2. The Funnel Effect in Line Balancing
A well-balanced production line behaves like a tube, where each operation delivers output at a similar rate. When capacities differ between operations, the system behaves like a funnel and output is limited by the smallest capacity. The bottleneck sets the real output level, excess input becomes work-in-progress, and short-term fixes usually increase cost without solving the underlying imbalance.
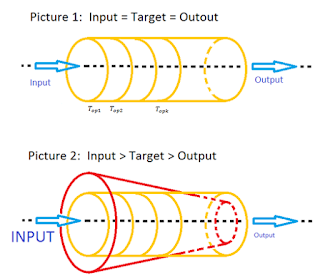
Note: Funnel Effect vs. Balanced Line
In a funnel-effect setup, one operation narrows the flow and work starts accumulating before the bottleneck. In a balanced line, capacities stay much closer from one operation to the next, so production moves more evenly with less waiting, lower work-in-progress, and more predictable output.
3. Preparing for Effective Line Balancing
Before balancing begins, operations must be clearly defined and assigned Standard Allowed Minutes (SAM). Real production data should then be used to measure operator efficiency. The most valuable tool in this preparation stage is the operator skill matrix. It shows how efficiently each operator performs different operations and makes balancing decisions based on facts instead of assumptions.
4. Setting the Right Production Target
Effective target setting depends on understanding historical, maximum, planned, and real efficiency. These values affect workforce allocation, production planning, and delivery commitments. If the assumptions behind the target are unrealistic, instability increases, deadlines are missed, and production costs rise.
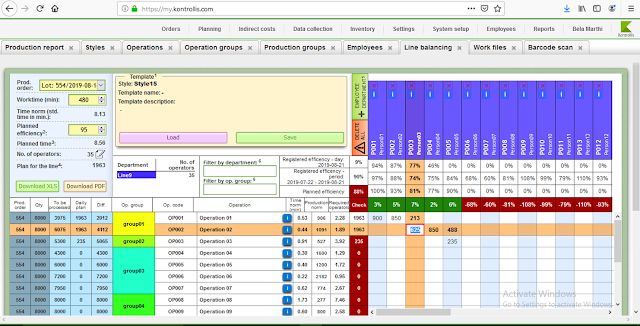
5. How the Line Balancing Tool Works
A structured balancing tool converts raw data into operational decisions. It helps teams select operations and workers, define output targets, and assign operators according to efficiency, skill ranking, and best fit. Good assignments also challenge operators slightly above their current level, encouraging development without destabilizing the line.
6. Three Practical Balancing Methods
There are three common balancing approaches: operation-based, person-based, and combined. The operation-based method focuses on the most difficult tasks. The person-based method builds around each operator’s strengths. The combined approach considers both task difficulty and operator capability, and usually delivers the strongest overall result.
7. Implementation Rules
A simple principle should guide implementation: input equals output equals target. Overloading the line should be avoided. Buffer stock, flexible operators, and continuous monitoring can help teams maintain balance and react quickly when a bottleneck starts to form.
8. The Real Goal: Flexibility Through Skills
The strongest production lines rely on multi-skilled operators. This reduces dependency on individuals, improves flexibility, and makes dynamic rebalancing possible without sacrificing output. In practice, flexibility is not a side benefit of line balancing. It is one of its most important outcomes.
Conclusion
Line balancing is not just about distributing work. It is about aligning work with capability so the line can run predictably and efficiently. When done well, it reduces bottlenecks, lowers waste, and creates a more stable, data-driven production system.
Based on an article by Bela Marthi, ERP, PMTS specialist and garment industry expert.